Welder Performance Qualification Record Template
Welder Performance Qualification Record Template
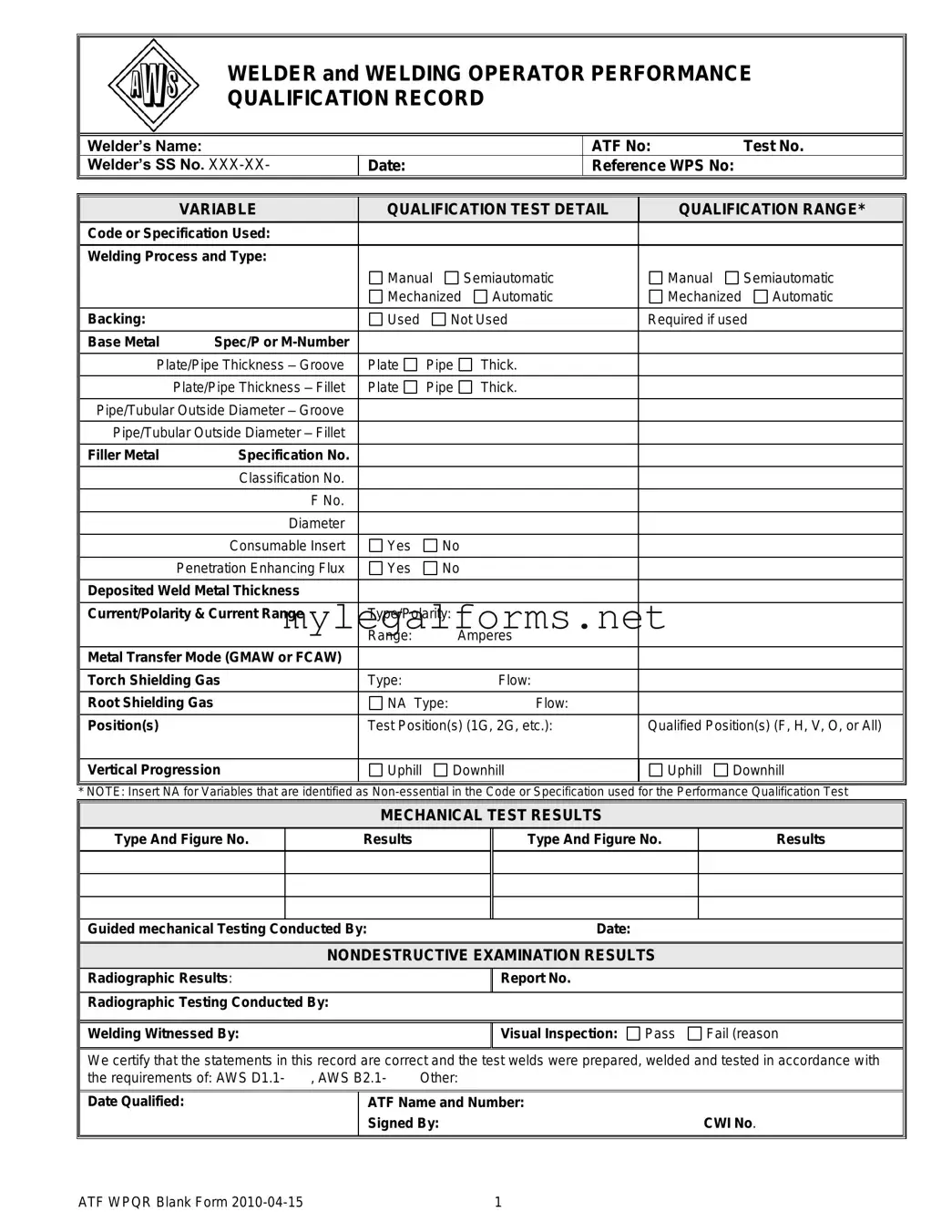
The Welder Performance Qualification Record (WPQR) form is an essential document used in the welding industry to verify a welder's skills and qualifications. It captures critical information about the welder, including their name, identification numbers, and the specific test details related to their welding performance. The form outlines the variables associated with the qualification test, such as the welding process employed, the type of materials used, and the specific positions in which the welder is qualified to work. Additionally, it records mechanical test results and non-destructive examination outcomes, ensuring that the weld meets industry standards. The WPQR also includes a certification statement, affirming that all information is accurate and that the tests were conducted in compliance with established codes and specifications, such as AWS D1.1. This documentation serves not only as a record of a welder's capabilities but also as a tool for employers to assess the qualifications of their welding personnel, thereby enhancing workplace safety and quality assurance.
Filling out the Welder Performance Qualification Record (WPQR) form is a crucial step in ensuring that welders meet industry standards. Here are some key takeaways to keep in mind:
By keeping these takeaways in mind, you can navigate the WPQR process more effectively, ensuring that welders are properly qualified and compliant with industry standards.
Intent to Purchase Letter - Sets a definitive closing date for the transaction.
To facilitate a proper transfer of ownership, it is important to utilize the California Motor Vehicle Bill of Sale, which is a legal document that records the sale and helps prevent any ambiguities during the transaction. You can find the necessary form and details at https://californiadocsonline.com/motor-vehicle-bill-of-sale-form, ensuring that all vehicle information, including make, model, VIN, and the identities of both the buyer and seller, are accurately documented.
Bbb Complaint - Unclear communication from the company led to misunderstandings.
The Welder Performance Qualification Record (WPQR) is a critical document that certifies a welder's skills and qualifications. However, it is often accompanied by several other forms and documents that provide additional context, details, and validation of the welder's capabilities. Below is a list of commonly used documents alongside the WPQR.
Collectively, these documents help ensure that welding work meets the highest standards of quality and safety. Proper documentation is crucial for compliance and can significantly impact project outcomes. Ensure all relevant documents are up-to-date and readily available for review.
When filling out the Welder Performance Qualification Record form, attention to detail is crucial. Here is a list of nine important dos and don'ts to keep in mind:
By adhering to these guidelines, you can ensure that the Welder Performance Qualification Record is completed accurately and effectively, minimizing the risk of errors and enhancing the reliability of the qualifications documented.
Filling out the Welder Performance Qualification Record form is a crucial step for welders looking to validate their skills. However, many individuals make common mistakes that can lead to complications down the line. One significant error occurs when welders neglect to include their Social Security Number. This detail is essential for identification and verification purposes. Without it, the record may be deemed incomplete, causing delays in processing and certification.
Another frequent mistake is failing to specify the Welding Process and Type accurately. The form provides several options, including manual, semiautomatic, and automatic processes. Choosing the wrong category can lead to misunderstandings about the welder's capabilities. It’s vital to ensure that the selected process aligns with the actual technique used during testing.
Many welders also overlook the importance of detailing the Base Metal Specification. This section requires precise information about the materials used, including the P or M-number. Omitting this information can result in the qualification being invalidated, as it is critical for assessing the welder's skill in working with specific metals.
Additionally, some individuals mistakenly skip the section on Mechanical Test Results. This part of the form is not just a formality; it provides essential data about the performance of the welds. If this section is left blank or filled out incorrectly, it can raise questions about the integrity of the welding work performed.
Lastly, welders often fail to secure the necessary signatures from qualified personnel, such as the Certified Welding Inspector (CWI). The absence of these signatures can render the qualification record invalid. It’s crucial to ensure that all required parties review and sign the document to confirm its accuracy and compliance with industry standards.
| Fact Name | Details |
|---|---|
| Purpose | The Welder Performance Qualification Record form is used to document a welder's qualifications and skills. |
| Welder Identification | Each record includes the welder's name, ATF number, and Social Security number for identification purposes. |
| Welding Procedure Specification | The form references the Welding Procedure Specification (WPS) number, which outlines the specific welding processes used. |
| Qualification Range | The form details the qualification range, including variables such as base metal specifications and thicknesses. |
| Welding Processes | Various welding processes are indicated, including manual, semiautomatic, mechanized, and automatic methods. |
| Mechanical Testing | Results from mechanical testing are documented, ensuring that weld quality meets specified standards. |
| Non-Destructive Examination | The form includes results from non-destructive examinations, such as radiographic testing, to verify weld integrity. |
| Certification | The record must be certified by a qualified individual, ensuring compliance with industry standards. |
| Governing Laws | State-specific forms may be governed by laws such as the AWS D1.1 for structural welding or other relevant codes. |
| Validity Period | Welding qualifications typically remain valid for a set period, often requiring requalification after a specified duration. |
WELDER and WELDING OPERATOR PERFORMANCE
QUALIFICATION RECORD
|
Welder’s Name: |
|
|
|
|
ATF No: |
|
Test No. |
||||||
|
Welder’s SS No. |
|
Date: |
|
|
Reference WPS No: |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
VARIABLE |
|
|
QUALIFICATION TEST DETAIL |
|
|
QUALIFICATION RANGE* |
|
|||||
|
Code or Specification Used: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Welding Process and Type: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Manual |
Semiautomatic |
|
|
Manual |
|
Semiautomatic |
|||
|
|
|
|
|
Mechanized |
Automatic |
|
|
Mechanized |
Automatic |
||||
|
|
|
|
|
|
|
|
|
|
|||||
|
Backing: |
|
|
|
Used |
Not Used |
|
|
Required if used |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Base Metal |
Spec/P or |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Plate/Pipe Thickness – Groove |
|
Plate |
Pipe |
Thick. |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Plate/Pipe Thickness – Fillet |
|
Plate |
Pipe |
Thick. |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Pipe/Tubular Outside Diameter – Groove |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Pipe/Tubular Outside Diameter – Fillet |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Filler Metal |
Specification No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Classification No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Diameter |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Consumable Insert |
|
Yes |
No |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Penetration Enhancing Flux |
|
Yes |
No |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Deposited Weld Metal Thickness |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Current/Polarity & Current Range |
|
Type/Polarity: |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Range: |
Amperes |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Metal Transfer Mode (GMAW or FCAW) |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Torch Shielding Gas |
|
Type: |
|
Flow: |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||||
|
Root Shielding Gas |
|
NA Type: |
Flow: |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
||||||
|
Position(s) |
|
|
|
Test Position(s) (1G, 2G, etc.): |
|
|
Qualified Position(s) (F, H, V, O, or All) |
||||||
|
|
|
|
|
|
|
|
|
||||||
|
Vertical Progression |
|
Uphill |
Downhill |
|
|
Uphill |
Downhill |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* NOTE: Insert NA for Variables that are identified as
|
|
|
|
MECHANICAL TEST RESULTS |
|
|
||
|
Type And Figure No. |
|
|
Results |
|
Type And Figure No. |
Results |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Guided mechanical Testing Conducted By: |
|
Date: |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
NONDESTRUCTIVE EXAMINATION RESULTS |
|
|
|||
|
Radiographic Results: |
|
|
|
Report No. |
|
|
|
|
|
|
|
|
|
|
||
|
Radiographic Testing Conducted By: |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Welding Witnessed By: |
|
|
|
Visual Inspection: Pass |
Fail (reason |
) |
|
|
|
|
|
|||||
|
We certify that the statements in this record are correct and the test welds were prepared, welded and tested in accordance with |
|||||||
|
the requirements of: AWS D1.1- |
, AWS B2.1- |
Other: |
|
|
|||
|
|
|
|
|
|
|||
|
Date Qualified: |
|
ATF Name and Number: |
|
|
|||
|
|
|
|
Signed By: |
CWI No. |
|
||
|
|
|
|
|
|
|
||
ATF WPQR Blank Form |
|
|
1 |
|
|
|||